
Teknik för margarinproduktion
SAMMANFATTNING
Livsmedelsföretag idag är, liksom andra tillverkningsföretag, inte bara fokuserade på livsmedelsbearbetningsutrustningens tillförlitlighet och kvalitet, utan också på olika tjänster som leverantören av bearbetningsutrustningen kan leverera. Förutom de effektiva bearbetningslinjer vi levererar, kan vi vara en partner från den första idé- eller projektfasen till den slutliga driftsättningsfasen, för att inte glömma den viktiga eftermarknadsservicen.
Shiputec har mer än 20 års erfarenhet inom livsmedels- och förpackningsindustrin.
INTRODUKTION TILL VÅR TEKNIK
VISION OCH ENGAGEMANG
Shiputec designar, tillverkar och marknadsför processteknik och automationslösningar till mejeri-, livsmedels-, dryckes-, marin-, läkemedels- och hygienindustrin genom sin globala verksamhet.
Vi är engagerade i att hjälpa våra kunder över hela världen att förbättra prestandan och lönsamheten i sina tillverkningsanläggningar och processer. Vi uppnår detta genom att erbjuda ett brett utbud av produkter och lösningar, från konstruerade komponenter till design av kompletta processanläggningar, stödda av världsledande applikations- och utvecklingsexpertis.
Vi fortsätter att hjälpa våra kunder att optimera prestandan och lönsamheten hos sina anläggningar under hela dess livslängd med supporttjänster skräddarsydda efter deras individuella behov genom ett samordnat kundservice- och reservdelsnätverk.
KUNDFOKUS
Shiputec utvecklar, tillverkar och installerar moderna, högeffektiva och tillförlitliga processlinjer för livsmedelsindustrin. För produktion av kristalliserade fettprodukter som margarin, smör, bredbara produkter och matfett erbjuder Shiputec lösningar som även omfattar processlinjer för emulgerade livsmedelsprodukter som majonnäs, såser och dressingar.
MARGARINPRODUKTION
Margarin och relaterade produkter innehåller en vattenfas och en fettfas och kan således karakteriseras som vatten-i-olja (W/O) emulsioner där vattenfasen är fint dispergerad som droppar i den kontinuerliga fettfasen. Beroende på produktens tillämpning väljs fettfasens sammansättning och tillverkningsprocessen därefter.
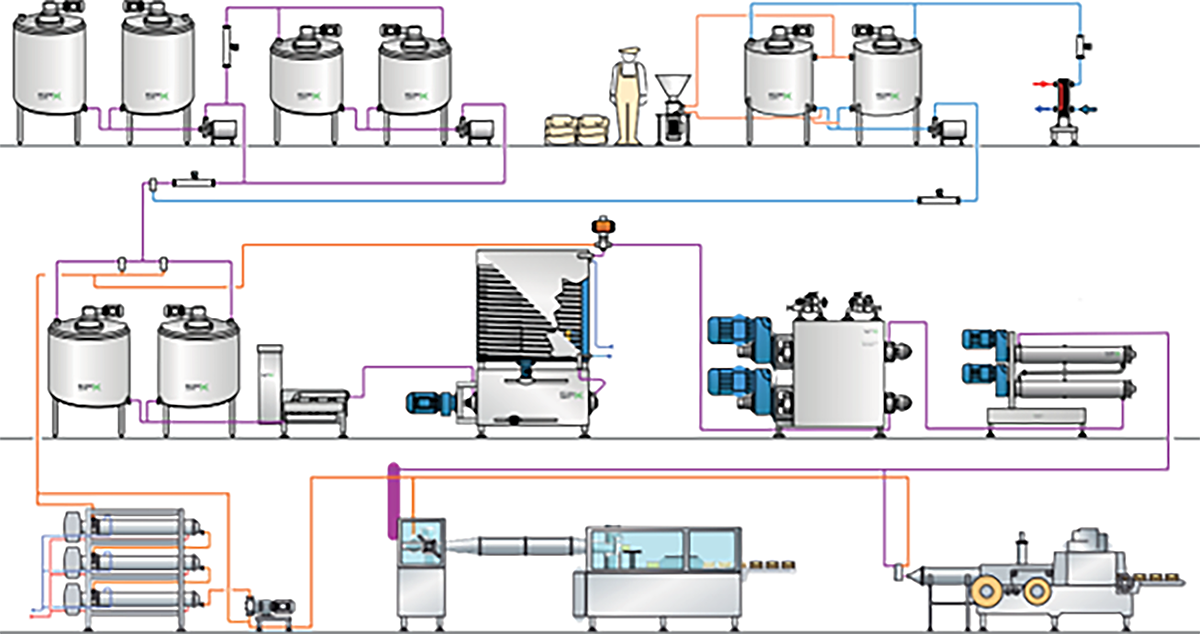
Förutom kristalliseringsutrustningen inkluderar en modern tillverkningsanläggning för margarin och relaterade produkter vanligtvis olika tankar för oljelagring samt för emulgeringsmedel, vattenfas och emulsionsberedning; storleken och antalet tankar beräknas baserat på anläggningens kapacitet och produktportföljen. Anläggningen inkluderar även en pastöriseringsenhet och en omsmältningsanläggning. Tillverkningsprocessen kan således i allmänhet delas in i följande delprocesser (se diagram 1):

FRAMSTÄLLNING AV VATTENFASEN OCH FETTFASEN (ZON 1)
Vattenfasen bereds ofta satsvis i vattenfastanken. Vattnet bör ha god dricksvattenkvalitet. Om dricksvattenkvaliteten inte kan garanteras kan vattnet förbehandlas med hjälp av t.ex. UV- eller filtersystem.
Förutom vattnet kan vattenfasen bestå av salt eller saltlake, mjölkproteiner (bordsmargarin och fettsnåla pålägg), socker (smördeg), stabiliseringsmedel (fettsnåla och fettreducerade pålägg), konserveringsmedel och vattenlösliga aromer.
De viktigaste ingredienserna i fettfasen, fettblandningen, består normalt av en blandning av olika fetter och oljor. För att uppnå margarin med önskade egenskaper och funktionaliteter är förhållandet mellan fetter och oljor i fettblandningen avgörande för slutproduktens prestanda.
De olika fetterna och oljorna, antingen som fettblandningar eller enskilda oljor, lagras i oljetankar som vanligtvis placeras utanför produktionsanläggningen. Dessa förvaras vid en stabil lagringstemperatur över fettets smältpunkt och under omrörning för att undvika fraktionering av fettet och för att möjliggöra enkel hantering.
Förutom fettblandningen består fettfasen vanligtvis av mindre fettlösliga ingredienser såsom emulgeringsmedel, lecitin, aromämne, färgämne och antioxidanter. Dessa mindre ingredienser löses upp i fettblandningen innan vattenfasen tillsätts, alltså före emulgeringsprocessen.
EMULSIONSFÖRBEREDELSE (ZON 2)

Emulsionen framställs genom att överföra olika oljor och fetter eller fettblandningar till emulsionstanken. Vanligtvis tillsätts de högsmältande fetterna eller fettblandningarna först, följt av de lägresmältande fetterna och den flytande oljan. För att slutföra beredningen av fettfasen tillsätts emulgeringsmedlet och andra oljelösliga mindre ingredienser till fettblandningen. När alla ingredienser för fettfasen har blandats ordentligt tillsätts vattenfasen och emulsionen skapas under intensiv men kontrollerad omrörning.
Olika system kan användas för att dosera de olika ingredienserna i emulsionen, varav två arbetar satsvis:
Flödesmätarsystem
Vägningstanksystem
Ett kontinuerligt inline-emulgeringssystem är en mindre föredragen men använd lösning i t.ex. högkapacitetslinjer där begränsat utrymme för emulsionstankar finns tillgängligt. Detta system använder doseringspumpar och massflödesmätare för att kontrollera förhållandet mellan de tillsatta faserna i en liten emulsionstank.
Ovan nämnda system kan alla styras helt automatiskt. Vissa äldre anläggningar har dock fortfarande manuellt styrda emulsionsberedningssystem, men dessa är arbetskrävande och rekommenderas inte att installera idag på grund av de strikta spårbarhetsreglerna.
Flödesmätarsystemet är baserat på satsvis emulsionsberedning där de olika faserna och ingredienserna mäts med massflödesmätare när de överförs från de olika fasberedningstanken till emulsionstanken. Systemets noggrannhet är +/- 0,3 %. Systemet kännetecknas av sin okänslighet för yttre påverkan som vibrationer och smuts.
Vågtanksystemet är som flödesmätarsystemet baserat på satsvis emulsionsberedning. Här tillsätts mängderna ingredienser och faser direkt till emulsionstanken som är monterad på lastceller som styr mängderna som tillsätts till tanken.
Vanligtvis används ett tvåtankssystem för att framställa emulsionen för att kunna köra kristallisationslinjen kontinuerligt. Varje tank fungerar som en förberedelse- och bufferttank (emulsionstank), vilket innebär att kristallisationslinjen matas från en tank medan en ny sats framställs i den andra och vice versa. Detta kallas flip-flop-systemet.
En lösning där emulsionen bereds i en tank och när den är klar överförs till en bufferttank varifrån kristallisationslinjen matas är också ett alternativ. Detta system kallas förblandnings-/buffertsystem.
PASTÖRISERING (ZON 3)

Från bufferttanken pumpas emulsionen normalt kontinuerligt genom antingen en plattvärmeväxlare (PHE) eller en lågtrycksskrapad ytvärmeväxlare (SSHE), eller högtrycks-SSHE för pastörisering innan den går in i kristallisationslinjen.
För helfeta produkter används vanligtvis en PHE. För versioner med lägre fetthalt där emulsionen förväntas uppvisa en relativt hög viskositet och för värmekänsliga emulsioner (t.ex. emulsioner med högt proteininnehåll) rekommenderas SPX-systemet som lågtryckslösning eller SPX-PLUS som högtryckslösning.
Pastöriseringsprocessen har flera fördelar. Den säkerställer hämning av bakterietillväxt och tillväxt av andra mikroorganismer, vilket förbättrar emulsionens mikrobiologiska stabilitet. Pastörisering av endast vattenfasen är en möjlighet, men pastörisering av hela emulsionen är att föredra eftersom pastöriseringsprocessen för emulsionen minimerar uppehållstiden från pastöriserad produkt till fyllning eller packning av slutprodukten. Produkten behandlas också i en inline-process från pastörisering till fyllning eller packning av slutprodukten, och pastörisering av allt omarbetningsmaterial säkerställs när hela emulsionen är pastöriserad.
Dessutom säkerställer pastörisering av den kompletta emulsionen att emulsionen matas till kristallisationslinjen vid en konstant temperatur, vilket uppnår konstanta processparametrar, produkttemperaturer och produkttextur. Dessutom förhindras uppkomsten av förkristalliserad emulsion som matas till kristallisationsutrustningen när emulsionen är korrekt pastöriserad och matas till högtryckspumpen vid en temperatur 5-10 °C högre än fettfasens smältpunkt.
En typisk pastöriseringsprocess kommer efter beredning av emulsionen vid 45-55°C att innefatta en uppvärmnings- och hållningssekvens av emulsionen vid 75-85°C i 16 sekunder och därefter en kylningsprocess till en temperatur på 45-55°C. Sluttemperaturen beror på fettfasens smältpunkt: ju högre smältpunkt, desto högre temperatur.
KYLNING, KRISTALLISERING OCH KNÅDNING (ZON 4)
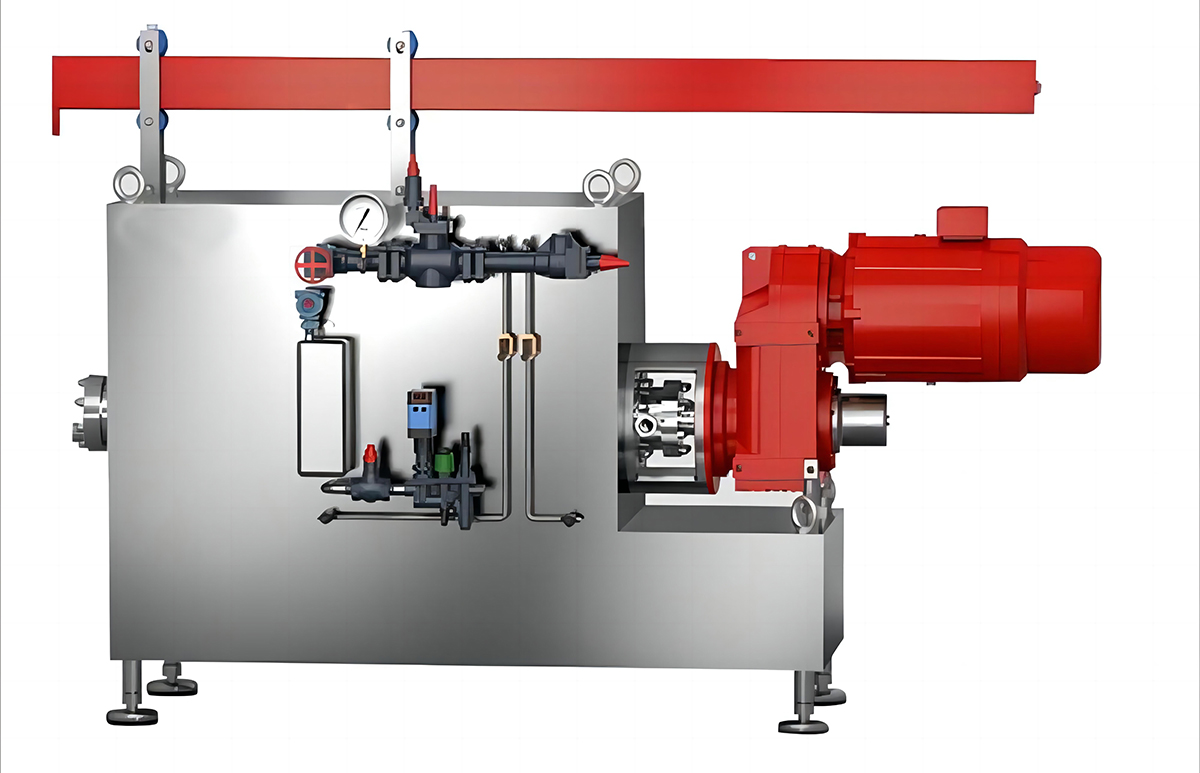
Emulsionen pumpas till kristallisationslinjen med hjälp av en högtryckskolvpump (HPP). Kristallisationslinjen för produktion av margarin och relaterade produkter består vanligtvis av en högtrycks-SSHE som kyls med ammoniak eller freonliknande kylmedium. Pinnrotormaskiner och/eller mellankristallisatorer ingår ofta i linjen för att ge extra knådningsintensitet och tid för produktionen av plastprodukter. Ett vilorör är det sista steget i kristallisationslinjen och ingår endast om produkten är förpackad.
Hjärtat i kristallisationslinjen är högtrycks-SSHE, där den varma emulsionen underkyles och kristalliseras på kylrörets insida. Emulsionen skrapas effektivt bort av de roterande skraporna, vilket innebär att emulsionen kyls och knådas samtidigt. När fettet i emulsionen kristalliserar bildar fettkristallerna ett tredimensionellt nätverk som fångar vattendropparna och den flytande oljan, vilket resulterar i produkter med egenskaper av plastisk halvfast natur.
Beroende på vilken typ av produkt som ska tillverkas och vilken typ av fetter som används för den specifika produkten kan konfigurationen av kristallisationslinjen (dvs. ordningen på kylrören och pinnrotormaskinerna) justeras för att ge optimal konfiguration för den specifika produkten.
Eftersom kristalliseringslinjen vanligtvis tillverkar mer än en specifik fettprodukt består SSHE ofta av två eller flera kylsektioner eller kylrör för att uppfylla kraven för en flexibel kristalliseringslinje. Vid produktion av olika kristalliserade fettprodukter av olika fettblandningar behövs flexibilitet eftersom kristalliseringsegenskaperna hos blandningarna kan skilja sig från en blandning till en annan.
Kristallisationsprocessen, bearbetningsförhållandena och bearbetningsparametrarna har stor inverkan på egenskaperna hos de slutliga margarin- och bredbara produkterna. Vid utformning av en kristallisationslinje är det viktigt att identifiera egenskaperna hos de produkter som planeras att tillverkas på linjen. För att säkra investeringen för framtiden är linjens flexibilitet samt individuellt kontrollerbara bearbetningsparametrar nödvändiga, eftersom utbudet av intressanta produkter kan förändras med tiden, liksom råvarorna.
Linjens kapacitet bestäms av den kylyta som finns tillgänglig för SSHE:n. Maskiner i olika storlekar finns tillgängliga, från linjer med låg till hög kapacitet. Dessutom finns olika grader av flexibilitet tillgängliga, från utrustning med ett rör till linjer med flera rör, vilket ger mycket flexibla bearbetningslinjer.
Efter att produkten har kylts i SSHE-behållaren (SSHE) går den in i pin-rotormaskinen och/eller mellankristallisatorer där den knådas under en viss tid och med en viss intensitet för att främja det tredimensionella nätverket, vilket på makroskopisk nivå är den plastiska strukturen. Om produkten är avsedd att distribueras som en inslagen produkt kommer den att gå in i SSHE-behållaren igen innan den lägger sig i vilolägesröret före inslagning. Om produkten fylls i koppar ingår inget vilolägesrör i kristallisationslinjen.

FÖRPACKNING, FYLLNING OCH OMSMÄLTNING (ZON 5)

Olika förpacknings- och fyllningsmaskiner finns tillgängliga på marknaden och kommer inte att beskrivas i den här artikeln. Produktens konsistens är dock mycket annorlunda om den produceras för att packas eller fyllas. Det är uppenbart att en packad produkt måste ha en fastare konsistens än en fylld produkt och om denna konsistens inte är optimal kommer produkten att omdirigeras till omsmältningssystemet, smältas och tillsättas till bufferttanken för återbearbetning. Olika omsmältningssystem finns tillgängliga men de mest använda systemen är PHE eller lågtrycks-SSHE.
AUTOMATISERING
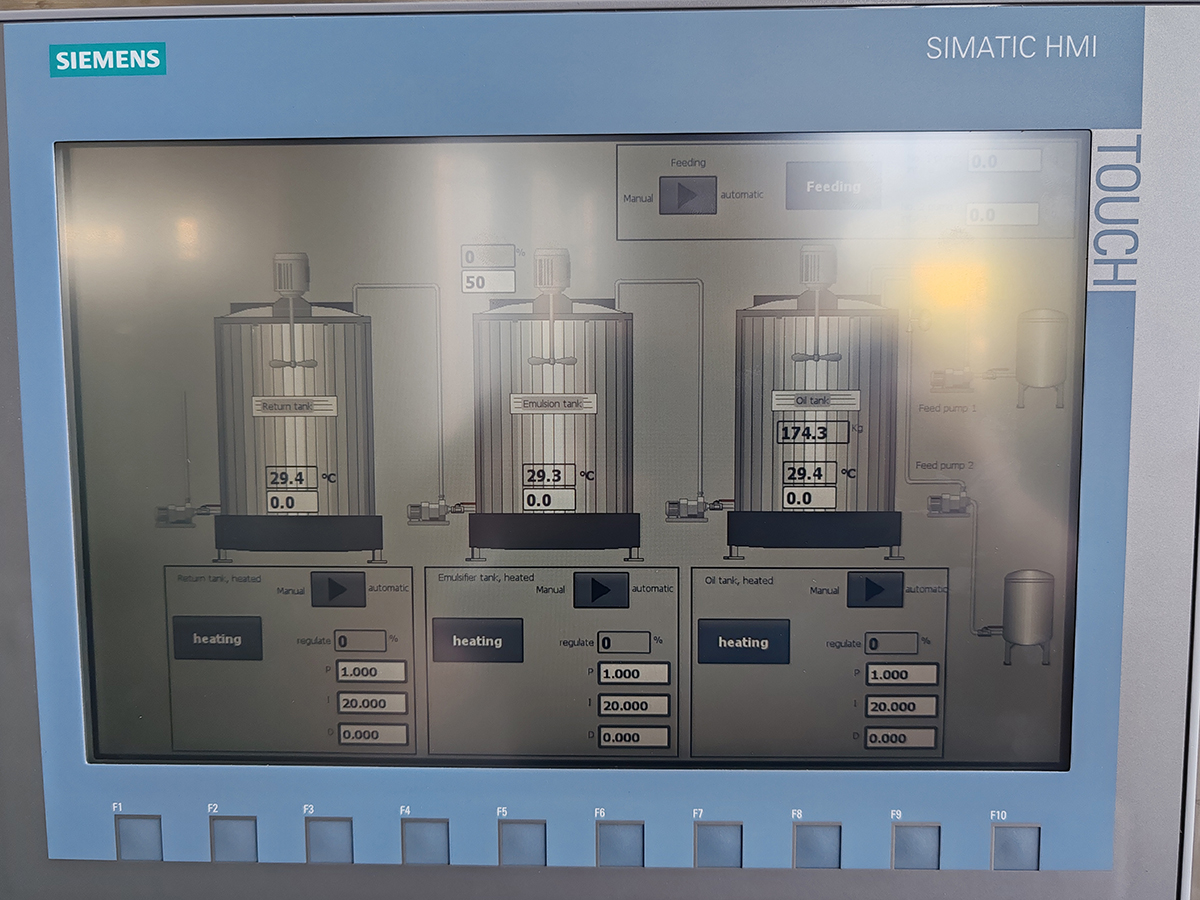
Margarin, liksom andra livsmedelsprodukter, produceras idag i många fabriker under strikta spårbarhetsförfaranden. Dessa procedurer, som vanligtvis omfattar ingredienser, produktion och slutprodukt, resulterar inte bara i förbättrad livsmedelssäkerhet utan också i en konstant livsmedelskvalitet. Spårbarhetskrav kan implementeras i fabrikens kontrollsystem och Shiputecs kontrollsystem är utformat för att kontrollera, registrera och dokumentera viktiga förhållanden och parametrar som rör hela tillverkningsprocessen.
Styrsystemet är utrustat med lösenordsskydd och har historisk dataloggning av alla parametrar som är involverade i margarinbearbetningslinjen, från receptinformation till slutproduktutvärdering. Dataloggningen inkluderar högtryckspumpens kapacitet och uteffekt (l/timme och mottryck), produkttemperaturer (inkl. pastöriseringsprocess) under kristallisation, kyltemperaturer (eller kylmedietryck) för SSHE-enheten, hastighet på SSHE-enheten och pinrotormaskinerna samt belastningen på motorerna som driver högtryckspumpen, SSHE-enheten och pinrotormaskinerna.
Kontrollsystem

Under bearbetningen skickas larm till operatören om bearbetningsparametrarna för den specifika produkten är utanför gränserna. Dessa larm ställs in i receptredigeraren före produktion. Dessa larm måste kvitteras manuellt och åtgärder enligt procedurer måste vidtas. Alla larm lagras i ett historiklarmsystem för senare granskning. När produkten lämnar produktionslinjen i lämpligt förpackad eller fylld form är den, förutom produktnamnet, vanligtvis markerad med datum, tid och batchidentifikationsnummer för senare spårning. Den fullständiga historiken för alla produktionssteg som är involverade i tillverkningsprocessen arkiveras således för producentens och slutanvändarens, konsumentens, säkerhet.
CIP

CIP-rengöringsanläggningar (CIP = cleaning in place) är också en del av en modern margarinanläggning eftersom margarinproduktionsanläggningar bör rengöras regelbundet. För traditionella margarinprodukter är en gång i veckan ett normalt rengöringsintervall. För känsliga produkter som produkter med låg fetthalt (hög vattenhalt) och/eller hög proteinhalt rekommenderas dock kortare intervall mellan CIP-rengöringarna.
I princip används två CIP-system: CIP-anläggningar som endast använder rengöringsmedlet en gång eller de rekommenderade CIP-anläggningarna som arbetar via en buffertlösning av rengöringsmedlet där medier som lut, syra och/eller desinfektionsmedel återförs till de enskilda CIP-tankarna efter användning. Den senare processen är att föredra eftersom den representerar en miljövänlig lösning och det är en ekonomisk lösning med avseende på förbrukning av rengöringsmedel och därmed kostnaden för dessa.
Om flera produktionslinjer är installerade i en fabrik är det möjligt att upprätta parallella rengöringsbanor eller CIP-satellitsystem. Detta resulterar i en betydande minskning av rengöringstid och energiförbrukning. Parametrarna för CIP-processen styrs automatiskt och loggas för senare spårning i styrsystemet.
SLUTANKÄNNANDEN
Vid tillverkning av margarin och relaterade produkter är det viktigt att komma ihåg att det inte bara är ingredienser som oljor och fetter som används eller produktens recept som avgör slutproduktens kvalitet, utan även anläggningens konfiguration, processparametrar och tillstånd. Om linjen eller utrustningen inte underhålls väl finns det en risk att linjen inte fungerar effektivt. För att producera högkvalitativa produkter är därför en välfungerande anläggning ett måste, men valet av fettblandning med egenskaper som motsvarar produktens slutliga användning är också viktigt, liksom en korrekt konfiguration och val av anläggningens processparametrar. Sist men inte minst måste slutprodukten temperaturbehandlas i enlighet med slutanvändningen..
Publiceringstid: 19 december 2023